静压口是飞机的全静压系统重要的数据采集部件,主要为飞机提供静压数据,惯导使用此静压数据计算飞机的气压高度。如果静压口或其附近蒙皮损伤超标,会影响静压数据的采集,错误的静压数据会造成飞行参数计算异常,甚至影响飞行安全。所以,在日常维护中,对于静压口的检查显得尤为重要。

本文根据AMM、SRM,对静压口、静压盘、RVSM区域的检查标准进行了整理,希望对维修人员的例行绕机工作有一些帮助。
机身两侧共有6个静压口,左右两侧各3个,分为主静压口和备用静压口。其中主静压口包含机长侧静压口和副驾侧静压口。在各静压口周围3英寸半径范围内,有一圈镜面,俗称静压盘。机长侧和副驾侧的静压口距离较近,由一个整体的静压盘包围。在机长侧和副驾侧静压盘周围,有一圈红色的标记线,并且标记RVSM Qualified Aircraft,这一区域俗称RVSM区域。AMM和SRM中均有关于静压口的检查标准,以下内容为综合两手册整理得出。1、目视检查静压口内没有污染和水汽,如果静压口上有不可去除的污染物,更换静压口。2、如果静压口上有划痕,确保划痕深度小于0.01英寸,否则更换静压口。3、确保静压口平面与机身平面的距离在-0.002~+0.003英寸之间,否则更换静压口。如果静压口平面与机身平面的距离超过了0.006英寸,也可以通过切割静压口的方式来满足尺寸要求。对于新安装的静压口,静压口平面与机身平面的距离应保持在0~+0.003英寸之间。静压盘的损伤一般有划痕、凹坑、裂纹、腐蚀、雷击等,检查步骤一般包括:2、使用合适的工具和设备去除静压盘上的损伤,并用十倍的放大镜检查确认静压盘上的所有损伤都被去除5、如果静压盘处的铆钉损伤,更换铆钉,并使用高频涡流设备对铆钉孔进行检查,确认无裂纹 对于静压盘上的划痕、凹槽和腐蚀,按照下图所示尺寸去除损伤。如果发现任何损伤,还需要测量表面的波纹度(waviness)。波纹度的测量和计算方法参考AMM34-11-02或SRM51-10-01。1、确保波纹度不超过±0.02英寸,否则参考SRM51-10-01和SRM51-10-03进行详细检查。
2、确保静压盘上的所有铆钉与静压盘表面平齐,公差为+0.003到-0.000英寸,否则参考SRM51-10-01和SRM51-10-03进行详细检查。1、将钢尺的边缘水平放置在静压孔的中心,在静压口前后3英寸范围内,确保钢尺与静压盘表面的间隙不超过0.01英寸,否则参考SRM51-10-01和SRM51-10-03进行详细检查。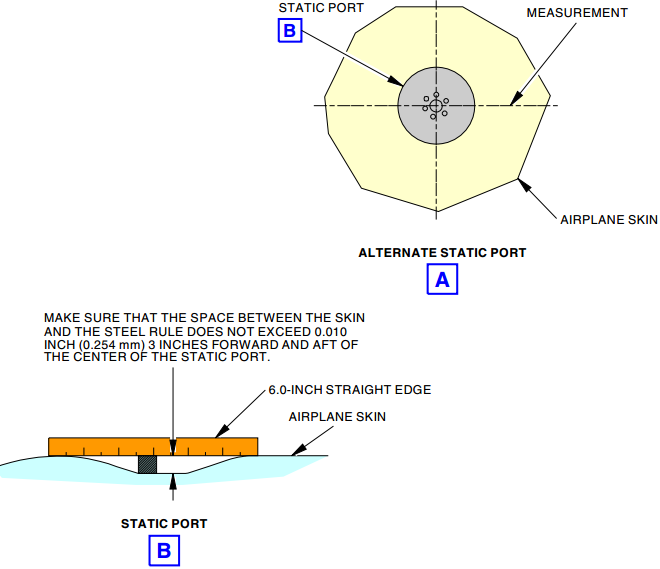 2、确保静压盘上的所有铆钉与静压盘表面平齐,公差为+0.003到-0.000英寸,否则参考SRM51-10-01和SRM51-10-03进行详细检查。以上的检查标准是建立在损伤没有影响机身表面的气动光滑性的前提下,如果发生的损伤影响了机身表面的气动光滑性,需要按照SRM51-10-01和SRM51-10-03进行详细检查。静压口周围区域包括主静压口区域和备用静压口区域,其中主静压口区域即为RVSM区域。作为大气数据系统的关键传感器,主静压口区域和备用静压口区域又被划分为特别关键区域。特别关键区域分别被划分为区域A、B、C,对于这些区域,又各自有相应的检查标准。A区域包含了静压盘,所以此处的检查标准可以覆盖前文中静压盘的检查标准。
2、确保静压盘上的所有铆钉与静压盘表面平齐,公差为+0.003到-0.000英寸,否则参考SRM51-10-01和SRM51-10-03进行详细检查。以上的检查标准是建立在损伤没有影响机身表面的气动光滑性的前提下,如果发生的损伤影响了机身表面的气动光滑性,需要按照SRM51-10-01和SRM51-10-03进行详细检查。静压口周围区域包括主静压口区域和备用静压口区域,其中主静压口区域即为RVSM区域。作为大气数据系统的关键传感器,主静压口区域和备用静压口区域又被划分为特别关键区域。特别关键区域分别被划分为区域A、B、C,对于这些区域,又各自有相应的检查标准。A区域包含了静压盘,所以此处的检查标准可以覆盖前文中静压盘的检查标准。
1、如果需要在A区域外表面进行修复,可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上。5、确保放入A区域的外部修复件横跨整个区域,并且修复件的长度必须大于宽度的2.2倍。
8、确保静压盘上的所有铆钉与静压盘表面平齐,公差为+0.003到-0.000英寸,并且要求紧固件在周向和纵向上的间距为2.0到3.0英寸。10、如果有引起机身轮廓线改变的损伤,必须满足下图要求。▲按照A、X、S在图中定位,如果定位在黑线上部,损伤可接受关于上图的解释:静压口周围3英寸范围内不允许有引起轮廓线改变的损伤。对于3英寸范围外的损伤,举例来说,在距静压口4英寸的位置,如果有引起轮廓线改变的损伤且损伤最大直径小于3英寸,则损伤最大深度或高度不能超过0.08英寸(如上图中红色标记处所示)。- 可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上
3、如果进行内补,所使用的锥形垫片的最小锥度为50:1,且与A区域的最小距离为2英寸。2、如果需要在外表面进行修复,可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上。
3、如果进行内补,所使用的锥形垫片的最小锥度为50:1,且与A区域的最小距离为2英寸。A区域包含了静压盘,此处的检查标准亦可以覆盖前文中静压盘的检查标准。1、如果需要在A区域外表面进行修复,可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上。5、确保放入A区域的外部修复件横跨整个区域,并且满足:- 如果补片的厚度大于0.08英寸, 则补片的长度必须大于2倍的宽度
- 如果补片的厚度小于0.08英寸,则补片的长度必须大于1.5倍的宽度
- 确保静压盘上的所有铆钉与静压盘表面平齐,公差为+0.003到-0.000英寸,并且要求紧固件在周向和纵向上的间距为2.0到3.0英寸。
- 如果有引起机身轮廓线改变的损伤,必须满足下图要求。
▲按照A、X、S在图中定位,如果定位在黑线上部,损伤可接受1、如果需要在B区域外表面进行修复,可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上。3、如果进行内补,所使用的锥形垫片的最小锥度为50:1,且与A区域的最小距离为2英寸。1、如果需要在外表面进行修复,可以把一个锥度比为4:1的倒角放在最大厚度为0.02英寸的外部修理的边缘上。
2、如果进行内补,所使用的锥形垫片的最小锥度为50:1,且与A区域的最小距离为2英寸。RVSM(Reduced Vertical Separation Minimum),是指在实行RVSM运行的空域内,在FL290至FL410 (包含这两个高度层)之间飞机的垂直间隔标准由2000英尺缩小到1000英尺(300米)。当飞机在此空域飞行时,对高度数据的准确性要求更加严格,为了确保安全性,对机身两侧的RVSM区域的检查标准有了相应的提高。前文已经介绍过,机身两侧的主静压口周围的特别关键区域即为RVSM区域。相比SRM51-10-01中对于主静压口周围区域的检查标准,为满足RVSM运行,SRM51-10-03中给出了一些额外的检查标准。1、为确保实行RVSM运行,当此区域发生损伤时,必须测量波纹度。
2、在RVSM区域,一架飞机最多允许两处引起机身轮廓线改变的损伤。- 两处损伤可以位于机身的同一侧,或者机身左右两侧各一处
- 没有穿透金属保护层的小划痕,不属于引起机身轮廓线改变的损伤
- 表面光滑的小缺陷,只要深度不超过±0.003英寸,不属于引起机身轮廓线改变的损伤
3、在RVSM区域,一架飞机最多有两处修理,两处修理可以位于机身的同一侧,或者机身左右两侧各一处。 
 yibiao
yibiao kingair
kingair s0
s0
 粤公网安备 44040302000324号
粤ICP备15064906号 Powered by Xuefeiji X1.0 Code ©2003-2020
粤公网安备 44040302000324号
粤ICP备15064906号 Powered by Xuefeiji X1.0 Code ©2003-2020
























